Экспресс-контроль металлических сплавов
Экспресс-контроль металлических сплавов
Свойства сплавов зависят от того, в каком соотношении взяты исходные материалы. Достаточно незначительного изменения доли одного из составляющих металлов, как свойства сплавов резко меняются.
Поэтому в промышленности сильно возросли требования к контролю за составом металлических сплавов. Этот контроль нужен во всех стадиях производства: при плавке металла, при пуске металлических заготовок в обработку, при приемке собранных машин.
Современная промышленность отличается высокими темпами работы, большими требованиями к точности и качеству изделий, массовостью производства. К контролю она предъявляет особые требования: он должен быть дешевым, чувствительным и, что особенно важно, быстрым.
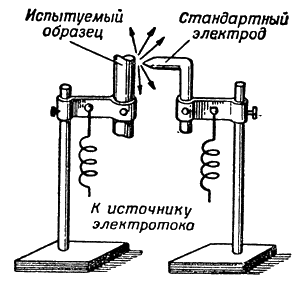
Рис. 18. Образование электрической дуги между испытуемым образцом и стандартным электродом
Если бы контрольная лаборатория установила, что плавка непригодна только через неделю после ее окончания, такой контроль принес бы мало пользы. Анализ плавки нужно дать через несколько минут после получения пробы, чтобы в случае необходимости можно было исправить состав сплава в самом ходе плавки. Анализ состава заготовок ценен, когда он производится на ходу, до их обработки, чтобы избежать непроизводительного труда и брака в готовых изделиях. Контроль должен итти параллельно с производством, не задерживая его. Это должен быть экспресс-контроль.
Таким незаменимым экспресс-контролем за качеством металлов и стал спектральный анализ сплавов.
Производится он так. Между образцом взятого для анализа сплава и стандартным электродом создается электрическая дуга (рис. 18). Стандартный электрод делается из того металла, который составляет основу сплава. Так, при контроле сталей он берется из железа, при контроле латуни — из меди. Это делается для того, чтобы спектр стандартного электрода не вносил в спектр испытуемого образца никаких новых линий и не искажал его.
В электрической дуге образуются раскаленные пары сплава и стандартного электрода. Пары излучают спектр. Этот спектр испускания рассматривается в спектроскоп, специально приспособленный для исследования нужных участков спектра. Его называют стилоскопом, что значит — прибор для исследования сталей.
Если исследуется сталь, в стилоскопе видны линии излучений железа и других составных частей сплава.
Процентное содержание этих частей определяется по яркости линий. Чем выше в сплаве доля атомов данного элемента, тем ярче будут спектральные линии этого элемента.
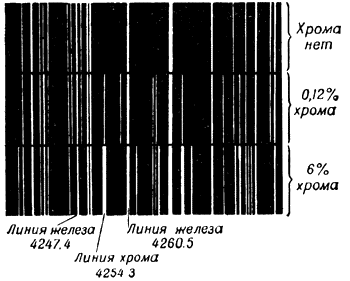
Рис. 19. Определение процентного содержания хрома в стали по яркости линии хрома
Приемы определения яркости линий присадочных металлов различны. Наиболее ходовой прием — сравнение этих линий по яркости со специально избранными линиями железа в той же картине, видимой в стилоскопе. Если линия хрома 4254,3? столь же ярка, как и линия железа 4247,4?, то хром составляет в сплаве 0,12 процента. Если та же линия хрома несколько ярче, чем линия железа 4260,5?, то хрома в сплаве около 6 процентов (рис. 19).
Точно так же определяют количества других металлов-присадок. Полный спектральный анализ сплава из 6—7 металлов занимает 2—3 минуты.
В настоящее время разработаны и широко применяются и другие приемы экспресс-анализа. Очень быстро и точно можно определить состав сплава путем сравнения его спектра со спектрами стандартных образцов сплавов, состав которых известен заранее.
Экспресс-контроль сплавов в ходе производства — наиболее показательный пример практического применения спектроскопа. Так наука о свете помогает решать важную народнохозяйственную проблему.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
3. Физико-химические методы анализа состава сплавов
3. Физико-химические методы анализа состава сплавов Различают термический и рентгеноструктурный анализ.Физико-химический анализ – область химии, изучающая посредством сочетания физических и геометрических методов превращения, происходящие в равновесных
3. Кинетические особенности электроосаждения металлов и сплавов
3. Кинетические особенности электроосаждения металлов и сплавов Процесс электроосаждения металлов, сплавов протекает через последовательность стадий: диффузия катионов металлов к поверхности электрода из объема раствора, вхождение катионов в ДЭС (двойной
Экспресс анализ китайских банков и мексиканской компании
Экспресс анализ китайских банков и мексиканской компании Даная глава посвящена анализу действующих корпорации новым революционным методом.Все материалы, которые здесь представлены показаны в усечённом, сокращённом виде и делались автором для ниже указанных